
軸抜き器のアップデート ― 2020年12月06日 16:41
今野さんが頒布している働輪や車輪の軸抜き器を買ってみました。長いと武器になる?3mm厚の40×40mmの角パイプがベースで、U字の欠きとりと穴あけ加工してあります。さらにネオジウム磁石も埋め込まれています。あと、車輪を保持する1mm厚のステン板です。
ボール盤などで押し込みながら、軸を抜く想定です。うちのは小型のテーブルドリルなので、あまりプレスとして使いたくありません。なので、NWSLのPullerみたいに、手回しで抜けるようにアップデートしてみました。

用意したのは、8mmボルト、ナットと、それを回すノブ(商品名:チェンジノブ<八幡ねじ>)。100均のステンの定規と、Φ3mmの洋白棒です。
ナットは、開けてある10mm径の穴にはまるように、旋盤で削ってボス部を削りだします。これは、旋盤加工の練習と、固定はメタルロック接着剤を使うので、少しでも接触面積をかせぎたかったためです。加工せずに接着しても問題ないと思います。ナットは頭を切断したずん切りボルトにダブルナットで固定して、これを旋盤に取り付けて切削します。鉄っ!やはり硬いです。バイトがなまりました。

ナット切削中(白い紙は撮影用です)
ボルトには、テーブルドリルで、センターにΦ3mmの穴をあけます。ここに、押し子となる洋白棒を突っ込むわけです。
押し子となる洋白棒も旋盤で先端を細く削ります。よくわからなかったので、Φ1.5、2.0mmを作成しました。これは使っていく中で、いろいろこさえていけばよいですね。

あとは、車輪受けですが、付属のステン板(U字穴はレーザ加工なのかな?)は、磁石につきにくい種類なので、100均のステンの物差しを重ね合わせてメタルロックで貼り付けて加工します(右)。新たにもう1枚、車輪支持用にもこさえました(左)。

調子にのって、抜いたり、はめたりを楽しんでいたら、穴がゆるゆるになってしまいました。気をつけましょう。
<補足(12/7)>
ナットは、ベースの内と外に接着しています。これはボルトのガタを嫌ったためですが、あまり関係なかったようです。ナットはボルトがスムースに回転できるよう調整しながら、一面ずつ接着しました。
そんなわけで、超簡単に済ますなら、力のかかる方向を考えて、ナットを加工せずに内側のみに接着する方法もあると思います(実験はしていません)。ちなみにボルトは8mmの細目(1.0mmピッチ)を使っています。
頸城コッペル2号機(16)プロトタイピング ― 2020年11月23日 23:46
9月後半から仕事が忙しくなって、家に帰っても工作をやる気力が涌いてきません。みなさんのツイッターやブログを拝見しながら、モチベーションを保っております。この3連休も、コロナ第3波もあり家でグダグダしておりました。少し工作再開です。
旋盤を導入した理由のひとつですが、イモン頸城コッペルのアラン式をなんとか動かしたいなと思っています。きょうは、アラン式のキモになるエキセントリンククランクをプロトタイピングしてみました。

溝を掘っているところ。刃先がよくみえないです..
Φ2.0mmの洋白棒をΦ1.45mmまで削ります。オリジナルのエキセントリンクロッドを活かしたいので、そこにハマる穴サイズに削ります。旋盤なのでパラパラッと削れます。
その後、ロッドがハマる溝を掘ります。折れたドリルロッドで幅0.3mmのバイトを作りました。これで、深さ0.5mmくらいの溝を掘ります。これも旋盤なのでパラパラッと削れます。
切断用のガイドに長さ2mmくらいのところに、同じく溝を掘ります。切断は突っ切りバイトではなく、糸のこを使いました。

糸のこで切断中。刃のとめネジを刃物台にのせてブレないようにしています。
この方法は、あまり推奨されていないようですが、突っ切りバイトの幅が2mmもあり、材料がもったいなくて(かなりケチ)、この手法をとってみました。ちゃんと、安全に切断できました。

切ったクランク2つに、0.25mmの穴を2箇所あけて、2枚を重ねてピンで固定します。この地味な作業を2~3時間していると、試作品ができあがりです。

2枚を重ねてピンで固定したところ
エキセントリンクロッドは、t0.2の洋白板から切り出しました。プロトなので適当です。お尻を割ってはめ込んでいます。オリジナルのロッドのできがよいので、表側のロッドにはこの上に貼り付けようと思っています。
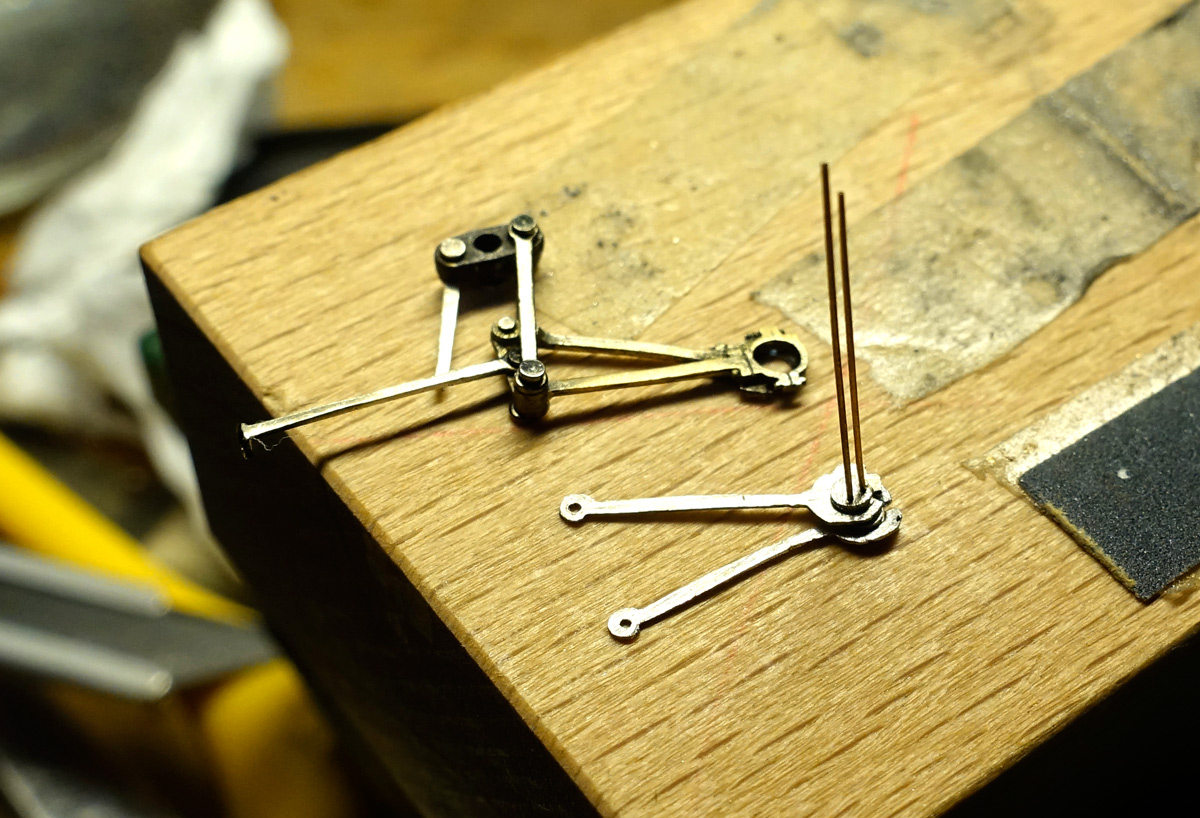
上がオリジナル。下がプロト。ほぼ同じ厚みにできました。
さらに、メインクランクピンに取り付けるためのクランクをこしらえねばなりません。ここは強度が必要なので、ロウ付けかな。
旋盤の使い方というか、癖が少しずつわかってきました。地味なれど、進歩しているような気がします。
旋盤をとりまくいろいろ ― 2020年10月23日 00:26
あたりまえなのですが、削ると切子が飛ぶんですね。普通に生活をしている場所なので、机の周りにはあまり汚したくありません。養生を施します。
100均で買ってきたレンジガード用のアルミ蒸着シートと、半透明の棚板を使い、背面と床面をカバーしました。ステンの大きめのトレーを探したのですが、近所にはなく、これは将来の宿題とします。とりあえず、という形ですが、問題なく機能しています。

ゆうえんさんからは、プラ板と自在腕を使った切子飛散防止カバーを教えていただきました。これも便利そうです。プラ板を拡大鏡にすると、細かい作業も楽になるかもしれません。ありがとうございます。
また、操作性向上のため、芯押し台のストッパー用ボルトを、クランプレバーに交換するのが鉄板のようです。わたしも、先達を真似て、クランプレバーを購入しました。メーカは鍋屋が推奨らしいのですが、ヨドバシカメラネット通販でも同様の商品を売っていたので発注しました。

芯押し台には、ELESA製。ELESAはイタリアデザインでPUSHの文字がおしゃれなレバーです。レバーを押しこんで回します。

刃物台用はKipp製。ドイツデザインのがっちりした金属レバーです。しかし、取り付ける段になって、刃物台固定用ボルトと干渉することが判明。ありゃりゃですわ。
ついでに、荒神ボーキも購入。

これもヨドバシで購入。鉄道模型、家電から旋盤用パーツまで何でも揃うヨドバシは半amazonしています。恐るべしです。
削ったった ― 2020年10月22日 00:15
QCTPも取り付けたし、やっとこさっとこ削りはじめです。
初切削なので、簡単なネジ状のクランクピンです。しりせまコッペルには、市販の1mmネジをドリルレースで加工したものを付けていますが、これをリニューアルします。
3mmの洋白棒を1mmの太さまで削ります。今回は、スローアウェイバイトを使いました。スルスルと音もほとんどなく削れます。ここは後でネジを切ります。さらに頭になる部分を1.6mmに削ります。三つ爪チャックからはずして、ネジを切ります。

この後、ボール盤に挟んで手回しでネジを切っていきました
糸のこで切断し、モータツールで掴んで、頭の下のひとつ分くらいの山を時計ドライバで削っておきます。そして、ネジを切って、ヤスリで頭を薄くしていきます。

左が市販ネジをドリルレース加工、右が製作品
できあがりです。加工中にお約束どおり、ひとつ飛ばしてしまい、四次元空間からの救出に30分くらいかかりましたが、2時間くらいで、2個できました。初めてだからこんなもんでしょう。

今回製作した右の方がネジ山が浅い。ダイスのせい?
思った以上に三つ爪チャックで掴んだワークが振れるので、びっくりしましたが、クラブの仲間からはそんなものだよ、と言われました。外周を削るので結局関係ないのですが、精密な加工では、掴みなおしは厳禁かな。
金属が削れて、新しい面がでてくるのには、見とれてしまいますね。
メン鶏、飼ったぁ! ― 2020年10月21日 00:00
なんじゃ、こりゃ!と動揺したものの、冷静になってみれば、このQCTPには、なにやら四角い鉄の厚板がおまけについていました。ああ、これをスペーサとして使うわけね。な~んだ、早く言ってよ。
というわけで、この鉄の厚板を往復台に取り付ければよいことがわかりました。これには、10mmのネジが切ってあって、QCTPを固定することができます。しかし、それ以外の穴は開いていないので、ユーザが旋盤に合わせて加工する必要があります。
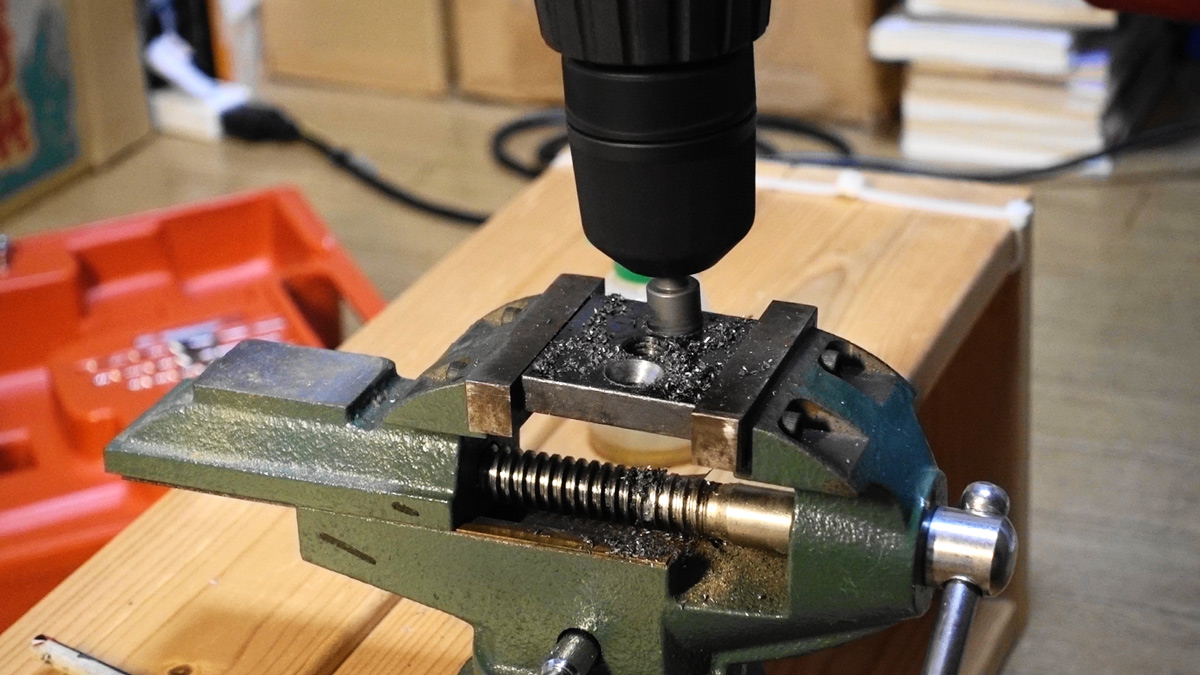
6mmの穴を2つ、8mm鉄板に開けることとします。プロクソンの小型ボール盤には、これはかなりの重荷になりそうです。

3mmで下穴を開けています。まあまあ順調。
板の硬さを調べる意味とガイド穴をとして、まず3mmの下穴を開けました。切削油を入れながら、休み休み開けます。表面の黒化した部分は、ちょっと硬いのですが、そこを突破するれば、まあまあ刃が進みます。
こんどは、6mmで開けていきます。こちらは無理をすると、回転が瞬間止まりそうになります。レバーを押し込みたくなるのをこらえながら、少しずつ開けました。なんとか2個開通。

6mmで開けています。回転が止まりそうになるときも。
固定は、6mmの皿ネジ。きれいに埋め込まないといけないです。たぶん他で使うことはないんだろうと思いながら、メン鶏、飼いました。いやいや、面取りカッターを購入しましたよ。散財、コケ、コケコッコーです。これも最初はボール盤を使ったのですが、

面取りカッターでさらっているところ
最後は電動ドリルで力にまかせてこじらせながら、さらっていきました。
グリグリして、大きく深くさらっているところ

できました!
これで、やっとQCTPを実装できます。

往復台の上に、厚板を固定して、その上にQCTPを固定。

そして、ワークのセンターにバイトを調整することができました。

知っている人から見ればドタバタなんだろうけど、ワタクシ的に
はなんだか楽しかった。
最近のコメント